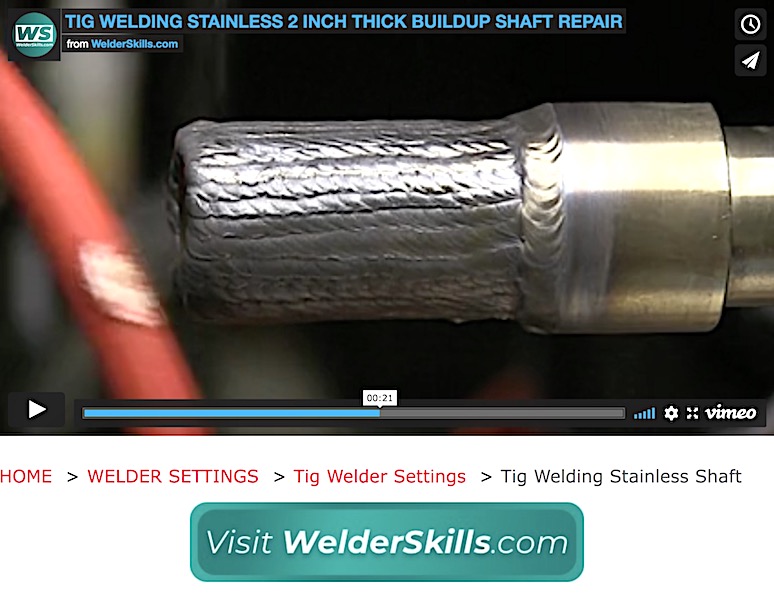
TIG Welding Stainless Shaft Buildup Repair


- HOME
- WELDER SETTINGS
- Tig Welder Settings
- Tig Welding Stainless Shaft
You might like these
Dual Shield Flux Core vs 7018 Stick
Video of Dual Shield Flux Core vs 7018 Stick Electrode vertical uphill using an Esab Rebel 285
TIG Welder Settings Videos
TIG Welder Settings for Steels and Aluminum with Quick Videos Showing settings and results


...Introducing the New WeldMonger Challenger TIG kit that includes the most frequently used Cups.



WELD PROCESS = TIG, GTAW, GAS TUNGSTEN ARC WELDING,
METAL TYPE = 304 STAINLESS STEEL
THICKNESS = 2 INCH
WELD TYPE = BUILD UP PASSES
JOINT TYPE = BUILD UP PASSES
POSITION = FLAT
AMPERAGE = 120-150 AMPS CONTROLLED WITH FOOT PEDAL
TUNGSTEN = 2% LANTHANATED, 3/32"
FILLER WIRE = 3/32” ER308L
POLARITY = DCEN
GAS FLOW = 20 CFH argon
CUP SIZE = 8
ADDITIONAL SETTINGS =
PRE FLOW = .2 SEC
POST FLOW = 11 SEC
TIPS: GET THE PUDDLE MOVING WITHIN 3 SECONDS.
LET COOL TO BELOW 250F BETWEEN PASSES TO MAINTAIN STAINLESS PROPERTIES
Aim for an arc length that is equal or less than the diameter of your tungsten electrode.Torch angle can be forgiving provided your arc length is tight.

Did you know?..
There are over 800 videos over at welderskills.com from beginner stick welding to advanced TIG... to down and dirty repair videos on farm equipment...to 6G Pipe certification test videos.
Whether you are a student working on passing a welding test, hobbyist, or a working welder who wants to sharpen up, I want to encourage you to take the free 7 day test drive and get access to all the courses and over 800 videos.
Get in there and lets all get better together.
Its easy to sign up…and even easier to cancel with no hoops to jump thru.
Invest in yourself,
See you in there.
Jody
Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




