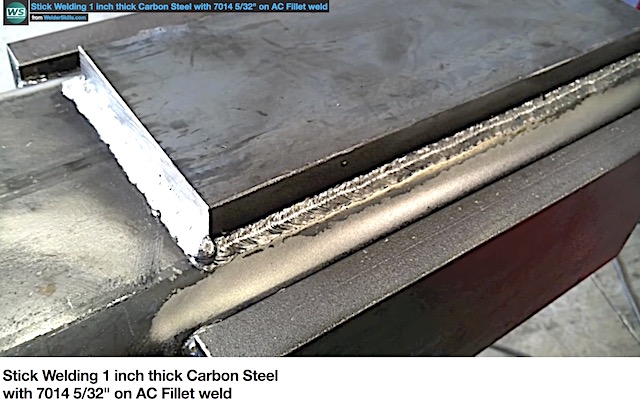
Stick Welding 1 inch thick Carbon Steel 175 amps with 7014 5/32" using AC buzz box - Fillet weld


- HOME
- STICK WELDING
- Stick Welding Carbon Steel
I was doing this job using a Lincoln 350 mp and pulse spray mig and when I got to these heavy counter weight plates, I thought to myself..." what if I ran out of gas or my 350mp stopped working or was down to my last contact tip" ???
So just to show what can be done with very simple equipment, I switched over to a Lincoln buzz box tombstone style AC welder and welded the plates using AC and 175 amps.
7014 rods burn similar to 6013 but lay down a heavier bead due to lots of iron powder in the flux.
7014 are an all position electrode but I could position the piece to a 2f fillet so that is what I did.
There was no requirement on the drawing for a certain process and since the plates were strictly for a balancing counter weight, I thought "why not"?
Having options can get you out of a jam.
scroll down for settings
7014 5/32" using AC
Did you know?..
There are over 800 videos over at welderskills.com from beginner stick welding to advanced TIG... to down and dirty repair videos on farm equipment...to 6G Pipe certification test videos.
Whether you are a student working on passing a welding test, hobbyist, or a working welder who wants to sharpen up, I want to encourage you to take the free 7 day test drive and get access to all the courses and over 800 videos.
Get in there and lets all get better together.
Its easy to sign up…and even easier to cancel with no hoops to jump thru.
Invest in yourself,
See you in there.
Jody
WELD PROCESS = SMAW, SHIELDED METAL ARC WELDING, STICK WELDING
METAL TYPE = CARBON STEEL
THICKNESS = 1” A36 PLATE TO 1/2” WALL TUBE
WELD TYPE = FILLET
JOINT TYPE = LAP TEE
POSITION = 2F
AMPS = 175 AMPS
POLARITY = AC
ELECTRODE = 7014 5/32"
ADDITIONAL SETTINGS =
TIPS: DIFFERENT MANUFACTURERS ELECTRODES REQUIRE SLIGHTLY DIFFERENT AMPERAGE SETTINGS.

WHEN AND WHY TO USE 7014 RODS
When low hydrogen electrodes like 7018 are not specified by a procedure, specification, or code, 7014 rods are sometimes a good option.
In the short video on this page, I was fabricating a fixture and the 1 inch plates being welded with 7014 5/32" were counterbalance weights.
Since the drawing did not specify the electrode, I decide to weld them with 5/32" 7014.
Some benefits to using 7014:
- Slag peels off easy (usually)
- dont require a rod oven in order to run well
- easy to get at a big box store like tractor supply, home depot, etc.
Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




