
Stargon AL vs Argon vs Ar/He mix
TIG Welding Gases

Stargon AL is a TIG welding gas that is a proprietary blend of argon with small ppm (parts per million) additions of active gases, (oxygen, nitrous oxide).
Stargon AL is supposed to add more heat to the welding arc.
Personally, I have been using a setup where I mix in a bit of helium to argon for tig welding aluminum and that as worked very well for me.
But helium has become expensive and even hard to get sometimes so I wanted to give the Stargon AL a try.
Testing TIG Welding Gases

I set up 3 lap joints using .125" thick 6061 aluminum.
I set the amperage at 130 and welded full pedal on all three lap joints using a CK worldwide MT200 AC/DC tig welder.
I decided to use a clear #5 cup for all filming of the arcs because a #5 usually is a good choice for tig welding .125" aluminum and clear cups help with us all to see the arc and puddle better.
But the Stargon AL didnt seem to like the #5 cup as well as the pure argon and the Ar/He mix.
Travel speed on the Stargon AL lap joint was super slow and the puddle was sluggish.
That really surprised me because my earlier experience with Stargon AL was that travel speed actually increased.

Switching to a #8 gas lens and clear cup
I was really scratching my head when I remembered that my friend who first introduced me to Stargon AL uses a gas lens.
So I decided to weld another lap joint using a #8 clear cup with gas lens.
...and the difference was like night and day.
The #8 cup made all the difference.
Could it be that Stargon AL is a bit more sensitive to oxides in the puddle?
When I switched to a #8 gas lens cup ( furick #8 pro cup) the puddle got very clean, and the travel speed was almost exactly the same as the pure argon and argon/helium mix welds.

Cut and etch for penetration...(because 1 test is worth 100 opinions)
I like to use the cut and tech macro test to verify penetration.
A macro test is pretty quick and easy to do and it gives quick results.
I polished these samples using a belt sander starting with 120 grit and gradually using finer grit until I got to 600 grit.
Then I used Easy Off oven cleaner and a Q tip to swab etch to reveal weld nugget
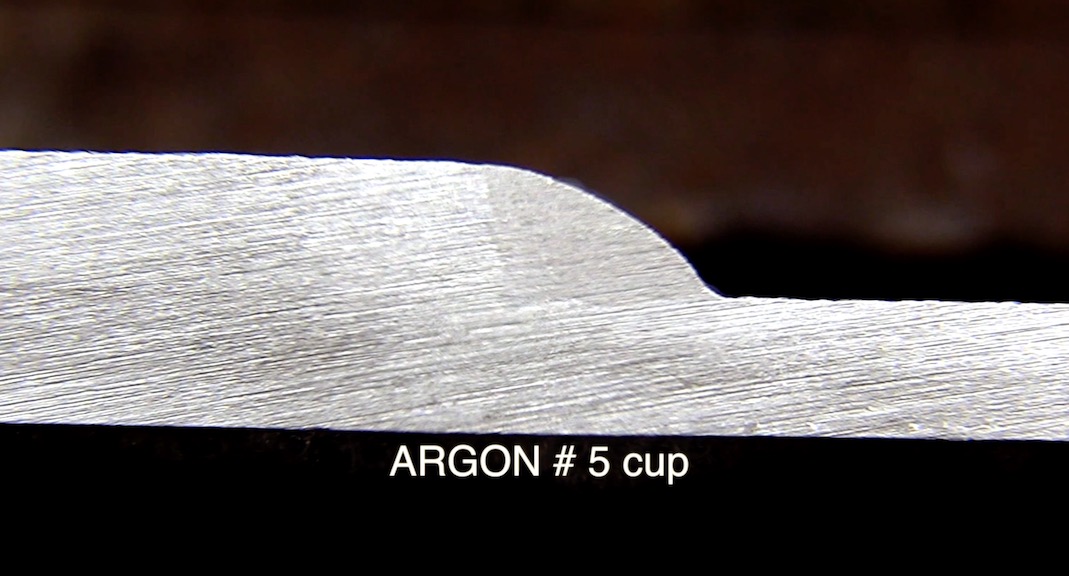
argon with #5 cup
stargon aL #5 cup

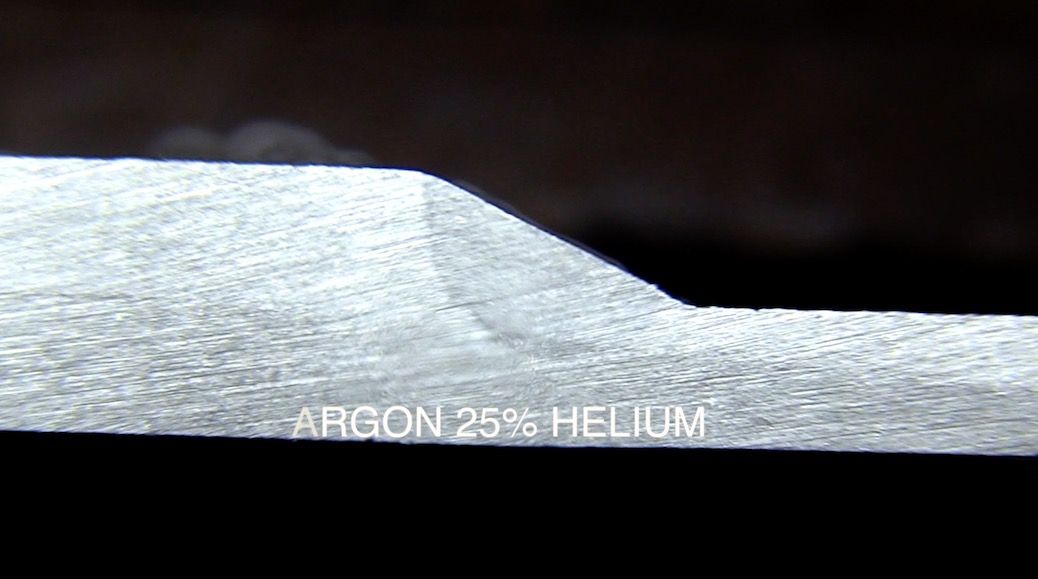
argon helium mix #5 cup
stargon AL #8 gas lens


Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




