
Mig Welding Square Tubing 16ga

Another video using a

This Video is about mig welding square tubing.
16 ga square tubing. that is supposed to be .063" (1.6mm) but actually measures .058" (1.4mm)
The Lincoln Powermig 210mp has default settings that can be selected by metal thickness but for this video I decided to weld a bit hotter.
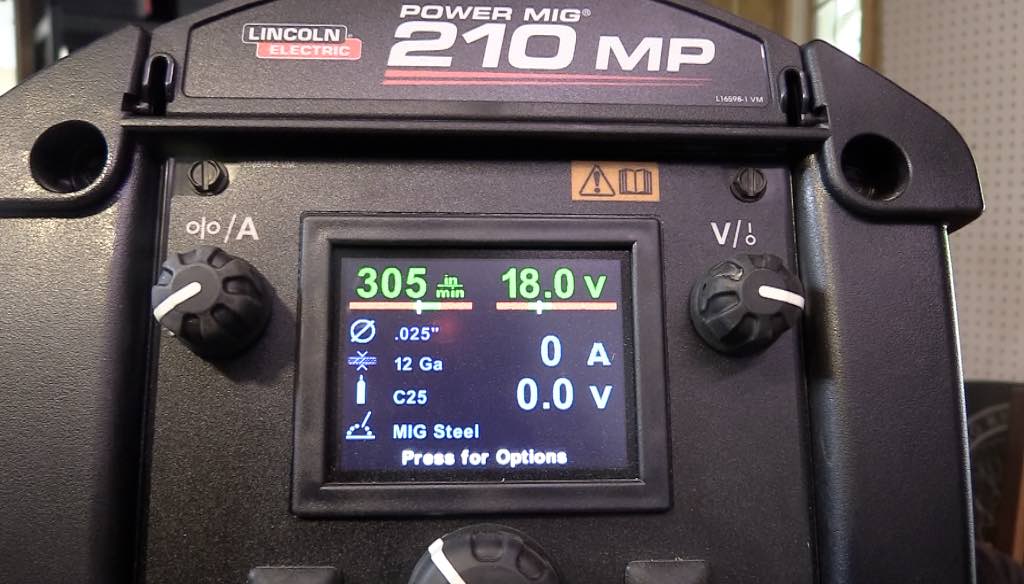
Settings for mig welding square tubing .058" wall thickness

The default settings were 17 volts and 240 inches per minute for 16 ga.
That seemed kinda cold to me so I bumped up the settings to 18 volts and 305 inches per minute and with the .025" wire, it was a super smooth arc.
I also have another mig welder that I like to use with .025" with and that is my Hobart 210mvp. Its a transformer style machine that only does Mig.
My Lincoln 210mp does mig, stick, and lift arc DC tig.
Both are great machines but one is much more versatile.
Different styles of flowmeters
I have always preferred the ball style flowmeters over the dial gauge design.
The reason is the training program I once ran had 6 booths with Millermatic 250 mig welders.
They all had the dial gauge style flowmeters.
One training class there were 2 welders who were having problems with porosity in their welds.
All booths had the flowmeter set to 25.
I didnt have a flow checker to verify the flow on each booth but I did have a box of latex gloves.
So I inflated a latex glove for each booth for exactly 10 seconds.
The difference was obvious.
Some latex gloves were much smaller.
those were the booths that had porosity....those gloves were half the size of the others even though all the flowmeters were set to 25cfh.
That is when I started to doubt the accuracy of the dial gauge style flowmeters.
I just added the affordable ball style flowmeters to my online store at weldmonger.com
click image below to shop for flowmeters

Mig welding technique
I usually use some type of oscillation for mig welding.
It is not at all necessary to use an oscillation movement but I do it anyway because it seems to help me stay on track.
Sometimes its hard for me to see the weld joint and moving the arc around a bit makes it easier for me to see things.
I usually use a cursive E type of mig welding technique.

What are the limitations of .025" wire?
In this video, I am using .025" wire for mig welding square tubing that is only .058" thick.
rule of thumb is thin metal, small diameter wire.
I think that the best results happen when you use the optimum wire diameter for a certain application.
I Like .025" diameter wire for welding .125" and under.
But the range for .025" is pretty large.
Anything from auto body panels up to around 3/16" thick can be welded successfully using .025" ( in fact there are racing teams out there who use it for everything)

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




