
TIG Welding 2g 2 inch pipe


Using a TIG finger for 2g 2 inch weld can really help.
The dip keyhole technique moves kind of slow so heat can really build.
Things started getting hot halfway thru the root pass and I was really glad to be able to prop close to the weld without roasting my knuckles.
That's the last thing you need while you are concentrating on your weld.

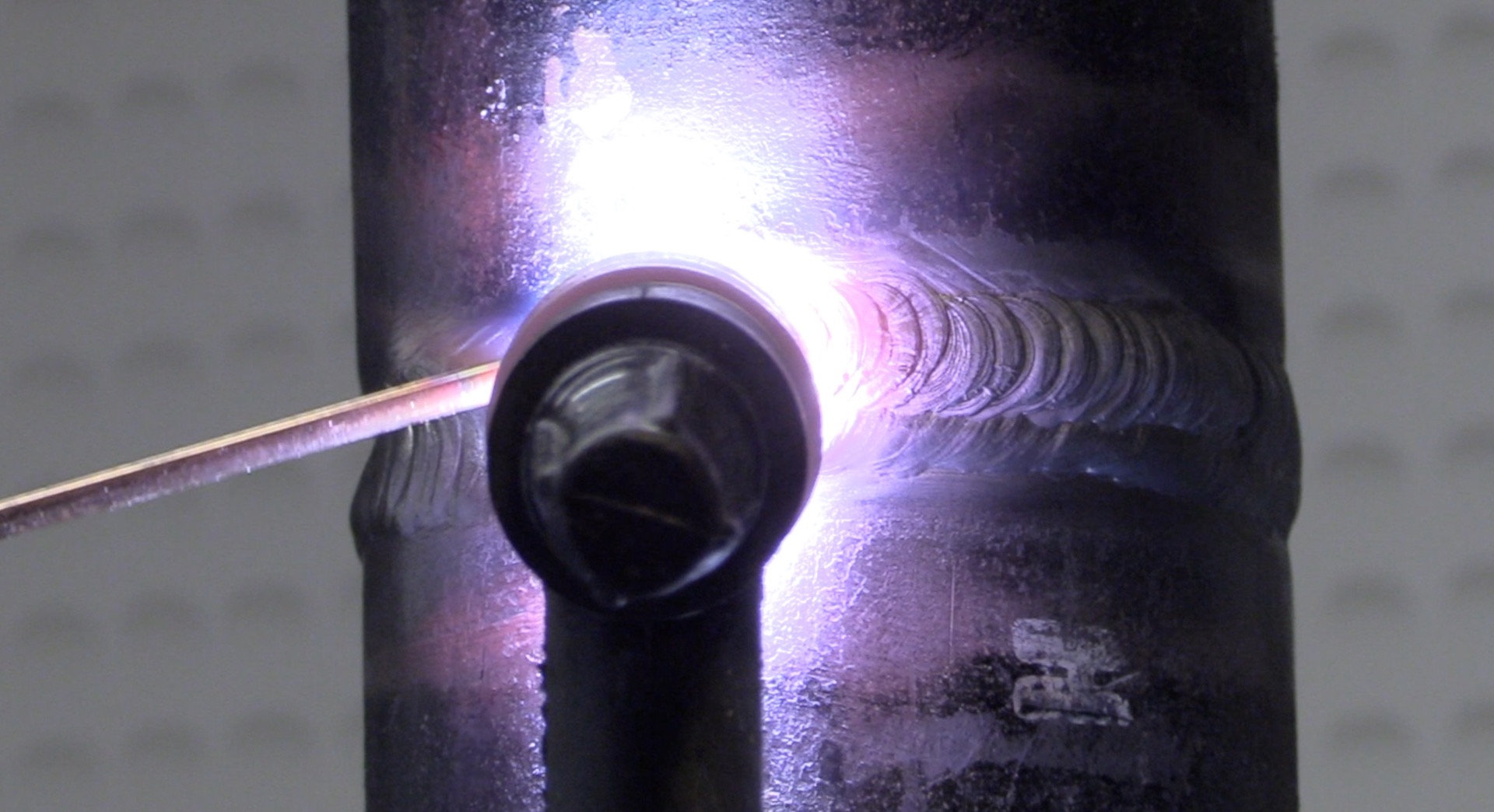
Root Pass settings and fitup for 2g 2 inch schedule 80 pipe
This is about TIG welding 2g 2 inch sched 80 pipe using the dip keyhole technique for the root pass.
I used some 5/32" spacers along with bridge tacks so by the time the tack welds shrunk, I had a very tight 5/32" gap.
Normally, I would probably use 1/8" spacers along with penetrating tack welds but I was experimenting to see if I could get more root reinforcement with the wider gap.
Amperage was set to 95 amps for the root and I used a 3/32" ER70s-2 filler rod.
For me, the key to getting root reinforcement is to use enough amperage to get a slight keyhole...and then push some extra rod into the puddle each time you dip....and dip often.
Hot Pass
For the hot pass as well as all other fill and cap passes, I used 110 amps and 3/32" wire.
The main concern on a hot pass is sucking back the root.
Suck back happens when you remelt the root while welding the hot pass...and its not a good thing so you want to avoid suck back.
With the very heavy root pass I put in with the dip keyhole technique, I was not too concerned about sucking back the root.
The heavier the root pass, the less likely to get suck back on the hot pass.
2 Bead Cap
Still at 110 amps and with 3/32" wire, I ran a 2 bead cover pass.
Parts of the cover pass was done using laywire and part was done with me dipping the rod.
With laywire, there is no risk of oxidizing the hot tip of the filler rod when it comes out of the puddle.
But when you dip in and out, it really helps to keep the hot tip of the filler rod shielded in the argon from the tig cup.
After it cooled off, I decided to cut it right next to the weld so that we could all check out the root pass reinforcement.

Here are some 2 inch 6g videos you might like
see more tig welding videos

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




