
Welding Aluminum Job Shop Parts with Crummy
...Introducing the New WeldMonger Challenger TIG kit that includes the most frequently used Cups.



This is another "Tig Welding Aluminum" collaboration video with my friend Roy Crumrine aka "Crummy".
Roy and I both do job shop type work for local machine shops and this short run of aluminum parts is very typical of the type work Roy does.
Parts are machined and ready to weld and the shop even made a locating fixture so that the parts can be easily tack welded to avoid mistakes and to hold tolerances.
Notice that the parts are very clean.
For the best results tig welding aluminum, remember the 3 c's
1. clean
2. clean
3. clean
Roy wipes parts as well as filler rod with acetone to remove machine lubricants or any tape residue. He sometimes even uses a chemical aluminum cleaner solution where he soaks the parts in a bucket for a few minutes and then wipes them down with acetone.
You might like these
Aluminum Welding Training on your own - just you and your tig machine
The best Aluminum Welding Training you can get on your own - How to Get better at Tig Welding
Welding Aluminum with Tig
Videos on Tig Welding Aluminum and learning how to tig weld


see more tig welding aluminum videos or go to the main TIG welding page
Tig Welder Settings
185 amps using a foot pedal...floored at times
AC balance set to 30-35% cleaning
80-100 hz on the AC frequency
approximately 50/50 ar/he mix
3/32" (2.4mm) 2% lanthanated electrode
#5 cup
Fixtures dont need to be complicated
The fixture was machined from an old scrap part and was made pretty much foolproof.
Sometimes on a part like this, the slots are not exactly equal distance from the edge...maybe just a few thousandths difference.
With a fixture like this, mistakes can be avoided by making the fixture so that the part will only fit one way.
notice the relief cut out to allow for easy tack welding...not completely necessary in this case but a nice touch...it shows the machinist was thinking about the welder.
First Article Inspection
In Military work, there is something known as "first article inspection".
The concept can be applied by anyone.
even on a short run of parts, its a good idea to inspect the first part thoroughly to make sure the rest of the parts are going to be within tolerance.
Roy does a quick check with a small square to make sure part is centered and square.
Preheat and Workflow
When Welding Aluminum 1/4" (6mm) and thicker, sometimes a preheat helps.
Preheat accomplishes several things...
- slows the cooling rate
- drives off moisture
- lessens thermal shock
- can lessen distortion from uneven heat applied by welding
A hotplate can be very useful in a shop for small parts like this.
Roy's workflow lets one part heat up while he welds...no time is wasted and its safer and cheaper than using a flame from a torch.
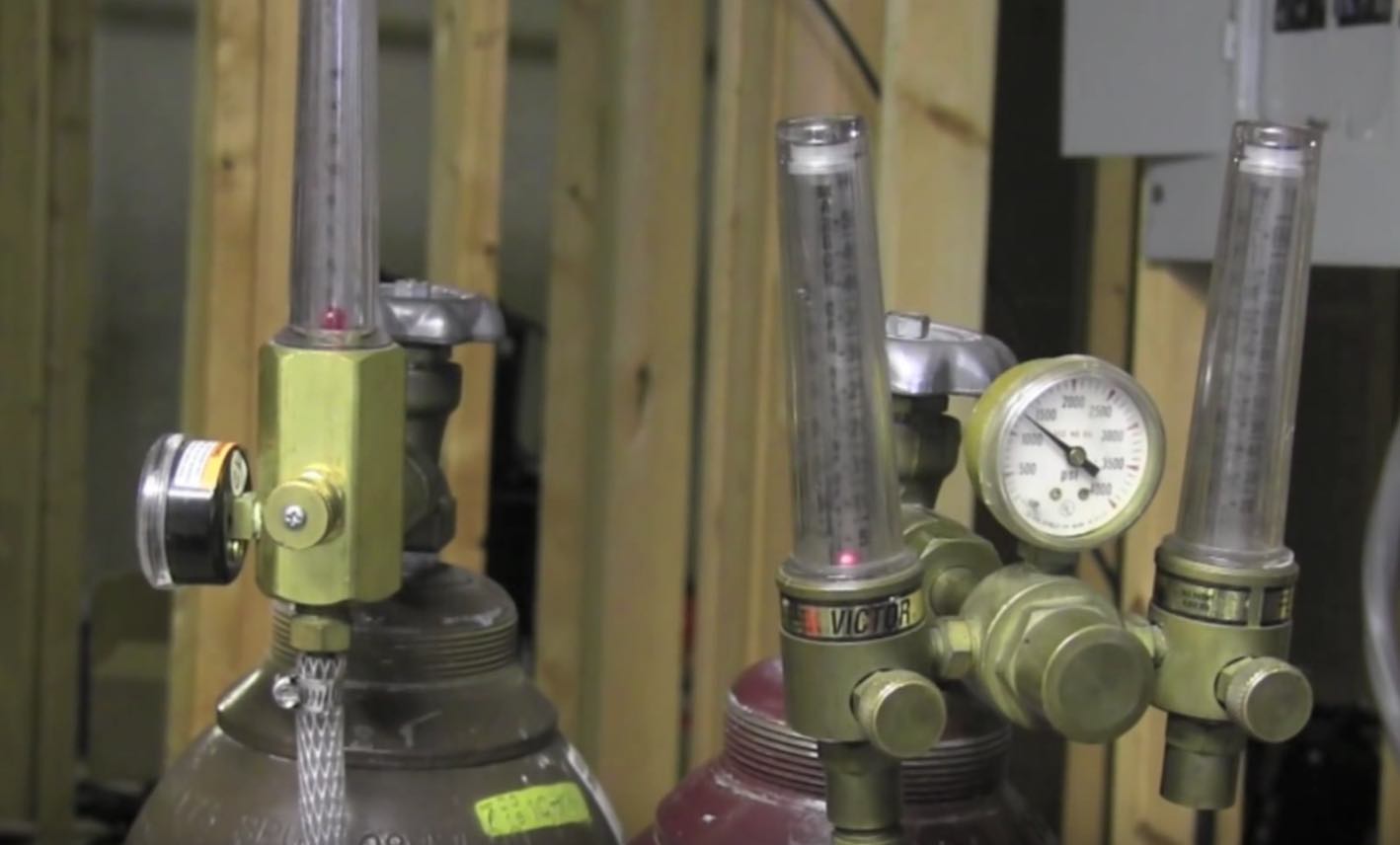
mixing in a bit of helium with the argon for tig welding aluminum
Roy and I both like to mix helium in the argon for aluminum.
Its not really necessary all the time but it makes tig welding aluminum go better and faster.
We both use a Western 411 Y fitting like this one

I use check valves on my setup but Roy does not have check valves and has not had any issues without them.
It only takes a very small amount of helium to make a difference too so a cylinder of helium lasts me well over a year sometimes and is worth the extra cost because it makes the welding go faster.
Using a #5 cup, I often just barely float the balls on both flowmeters and that is enough gas flow to get the job done.

Would you like to get free welding videos in your inbox every week?






Tig FingersThe Real and Original TIG Finger® and XL model
Stubby Gas Lens and Pro TIG kits
2% Lanthanated, CK LaYZr, Purple, more
Our Weldmonger Stubby Gas Lens kit is the Best




